Maschinenbau 01
Home » Case Studies » Maschinenbau 01
Kundenanfrage
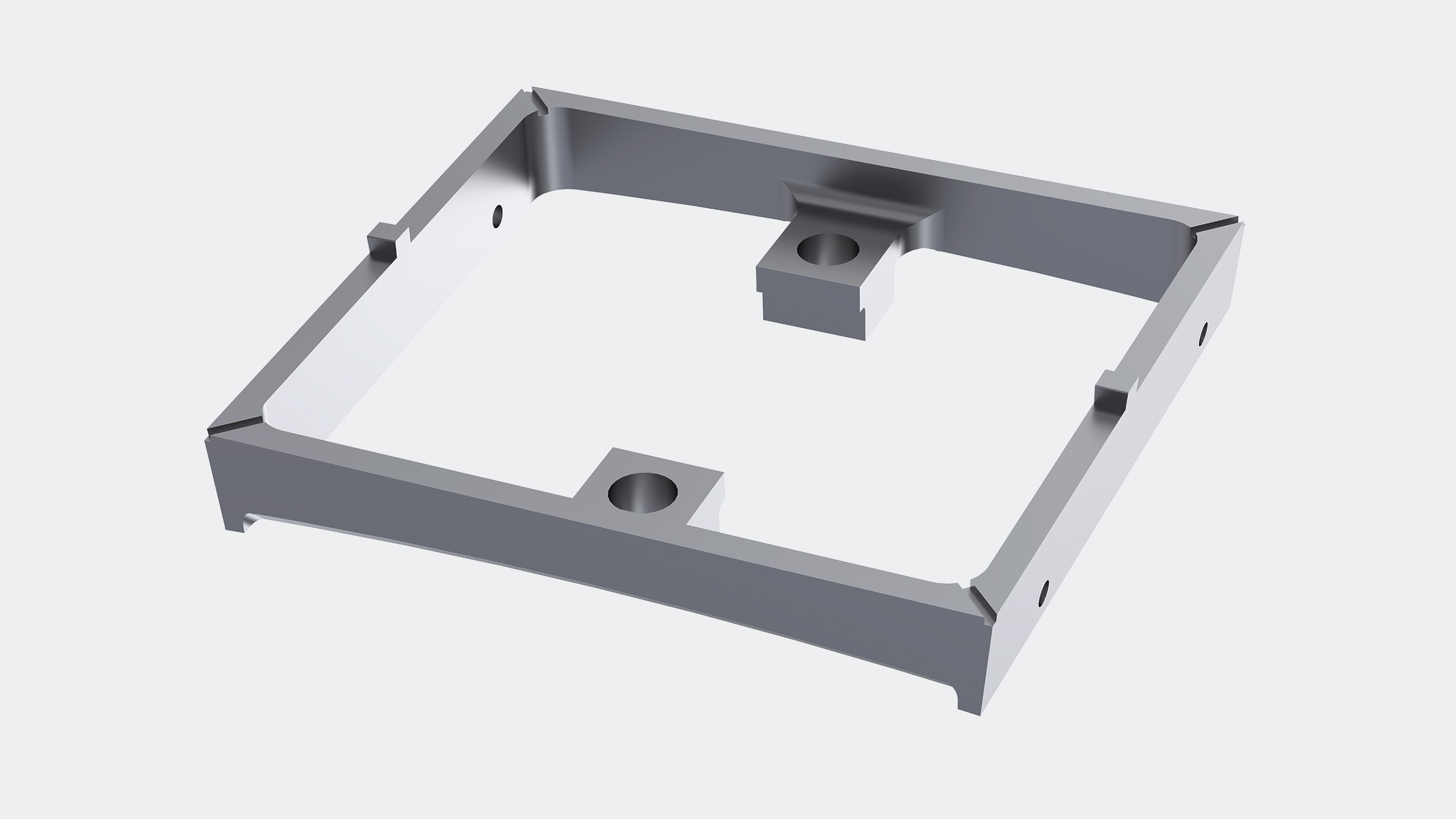
Der hohe Materialabtragsindex (93%), in Kombination mit den Eigenschaften des Materials (Aluminium) verursacht eine erhebliche Verformung des Bauteils. Welcher Ansatz könnte den Fertigungsprozess optimieren, um Folgendes zu minimieren: die gesamte Rüstzeit, die gesamte Zykluszeit und die Anzahl der Fertigungsschritte?
Im Folgenden die FCS-Lösung:
Kundenanforderungen
Reduzierung der Zykluszeit
Reduzierung der Rüstzeit
Reduzieriung der Anzahl der Bearbeitungsschritte (OP)
Bauteilverformung ausgleichen (Unterlegen vermeiden)
Schnelle Amortisierung
Unsere Lösung
Ein hocheffizienter Fertigungsprozess in vier Bearbeitungsschritten (Spannlaschen werden durch Fräsbearbeitung vollständig entfernt).
Spannkraft, um das Werkstück sicher zu fixieren, dabei aber die Werkstückgeometrie nicht zu beeinflussen. Die Möglichkeit die Werkstückverformungen, welche durch die Bearbeitung entstehen, durch schnelles, manuelles spannen und entspannen, kontrolliert abzuleiten und dabei die Werkstückausrichtung beizubehalten.
Darüber hinaus können die Spannelemente für andere Anwendungen verwendet und die Spannsituation jederzeit einfach reproduziert werden.
Der Bearbeitungsprozess im Überblick
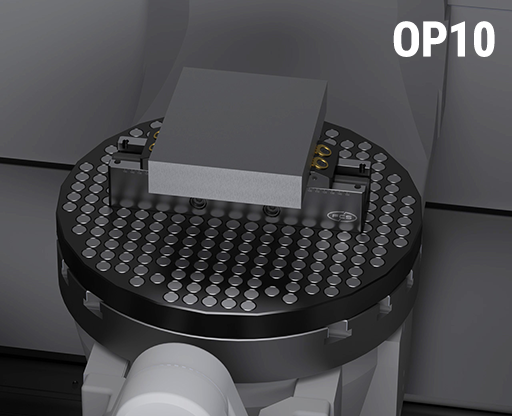

OP 10
Bearbeitung:
Schruppbearbeitung mit +1mm Schlichtaufmaß.
Spannmittel:
Grundreferenzplatte D500 mm und Zentrumspanner (Einspanntiefe 5mm).
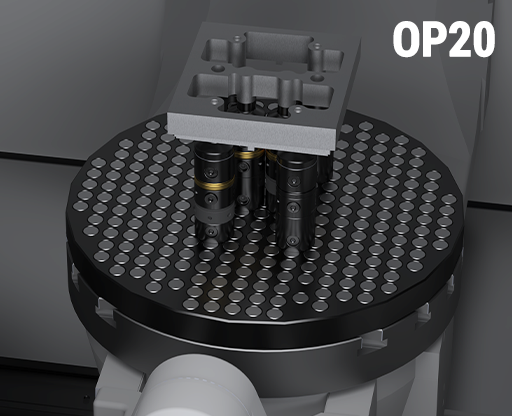
OP 20
Bearbeitung:
Schruppbearbeitung der Oberseite mit Schlichtaufmaß (abhängig von der zu erwartenden Verformung des Werkstückes). Entspannen des Werkstückes. Schlichtbearbeitung.
Spannmittel:
Grundreferenzplatte D500 mm und „Justierbare“ Body´s M12 H120 + Body „Reduktion“ M12-M6 H30.
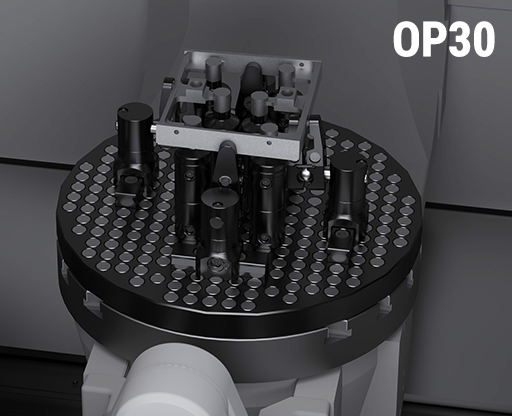
OP 30
Bearbeitung:
Schlichten
Spannmittel:
Grundreferenzplatte D500 mm und “fixe” Body´s M12 H120 + Body “Reduktion” M12-M6 H30.
Entfernen der Spannlaschen
Bearbeitung: Entfernen der Spannlaschen.
Spannmittel:
Grundreferenzplatte D500 mm und “fixe” Body´s M12 H120 + Body “Reduktion” M12-M6 H30 und Greifzangen.
Das Extramaterial, welches für die Verbindung zu den “Body´s” übrigbleibt, wird im letzten Bearbeitungsschritt durch Fräsbearbeitung entfernt. Die Greifzangen halten dabei das Werkstück in einer gesicherten und spannungsfreien Position.
Zusätzliche Quellen
Technische Projektspezifikationen
- Branche: Maschinenbau
- Material Type: Aluminum 7075
- Abmessungen Rohteil: 240x200x50 mm
- Abmessungen Fertigteil:: 213x187x39 mm
- Rohteilgewicht: 6,64kg
- Fertigteilgewicht: 0,46 kg
- Materialabtrag: 93%
- Toleranz: 0,10 mm
Klassifizierung
- Materialkategorie: Aluminiumlegierung
- Genauigkeitsanforderung: Mittel
- Materialabtrag: Hoch
Sie haben ein Projekt zu bewältigen?
Vereinbaren Sie einen Termin mit unserem Team und entdecken Sie, wie wir Ihnen helfen können, Ihr Projekt zu verwirklichen. Gemeinsam finden wir die perfekte Lösung, die auf Ihre Bedürfnisse zugeschnitten ist!