Aerospace 01
Home » Case Studies » Aerospace 01
Kundenanfrage
Werkstückverformungen, welche durch die spanende Bearbeitung entstehen können, verursachen bei hohen Qualittätsansprüchen eine Verlängerung des Fertigunsprozesses und erhöhen das Ausschussrisiko. Durch die hier beschriebene, innovative Spann- und Bearbeitungsmethode lassen sich diese Risiken minimieren, was eine enorme Effizienzsteigerung mit sich bringt.
Kundenanforderungen
Sicherstellung der Qualitätsanforderungen
Reduzierung der Zykluszeiten
Reduzierung der Rüstzeiten
Reduzieriung der Anzahl der Bearbeitungsschritte
Bauteilverformung ausgleichen (Unterlegen vermeiden)
Standard Fertigungsverfahren
Reproduzierbare Spannsituation
Schnelle Amortisierung
Unsere Lösung
Ein höchst effizienter Prozess in drei Bearbeitungsschritten (zusätzlich das Entfernen der Spannlaschen und das Polieren).
Spannkraft, um das Werkstück sicher zu fixieren, ohne dabei die Werkstückgeometrie zu beeinflussen. Die Möglichkeit die Werkstückverformungen, welche durch die Bearbeitung entstehen, durch schnelles, manuelles spannen und entspannen, kontrolliert abzuleiten und dabei die Werkstückausrichtung beizubehalten. Darüber hinaus können die Spannelemente für andere Anwendungen verwendet und die Spannsituation jederzeit einfach reproduziert werden.
Der Bearbeitungsprozess im Überblick:


OP 10
Bearbeitung:
Schruppbearbeitung mit +1mm Aufmaß
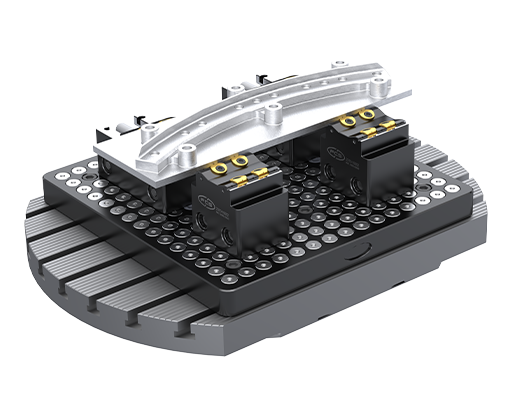
Spannmittel:
Base Gauge 400×400 mm und Modulare Schraubstöcke (Einspanntiefe 5mm)
OP 20
Bearbeitung:
Schruppbearbeitung mit einem anwendungsabhängigen Aufmaß (je nach erwarteter Verformung). Danach entspannen des Werkstückes, erneutes, verzugsfreies Spannen für die anschließende Schlichtbearbeitung der Oberseite.
Spannmittel:
Base Gauge 400×400 mm und „Adjustable Bodys“ M12 H120 + Body Reduction M12-M6 H30.
OP 30
Bearbeitung: Schlichtbearbeitung
Spannmittel: Pallette 400×400 mm, fixe Bodys M12 H120 + Body reduction M12-M6 H30.
ENTFERNEN UND POLIEREN DER SPANNLASCHEN
Das überschüssige Material, welches für die Spannsitze übrig bleibt, wird als letzter Schritt in der OP30 teilweise durch das Fräsen entfernt und anschließend manuell entfernt und verschliffen.
Zusätzliche Quellen
Technische Projektspezifikationen:
- Branche: Aerospace
- Material Type: Aluminum 7075
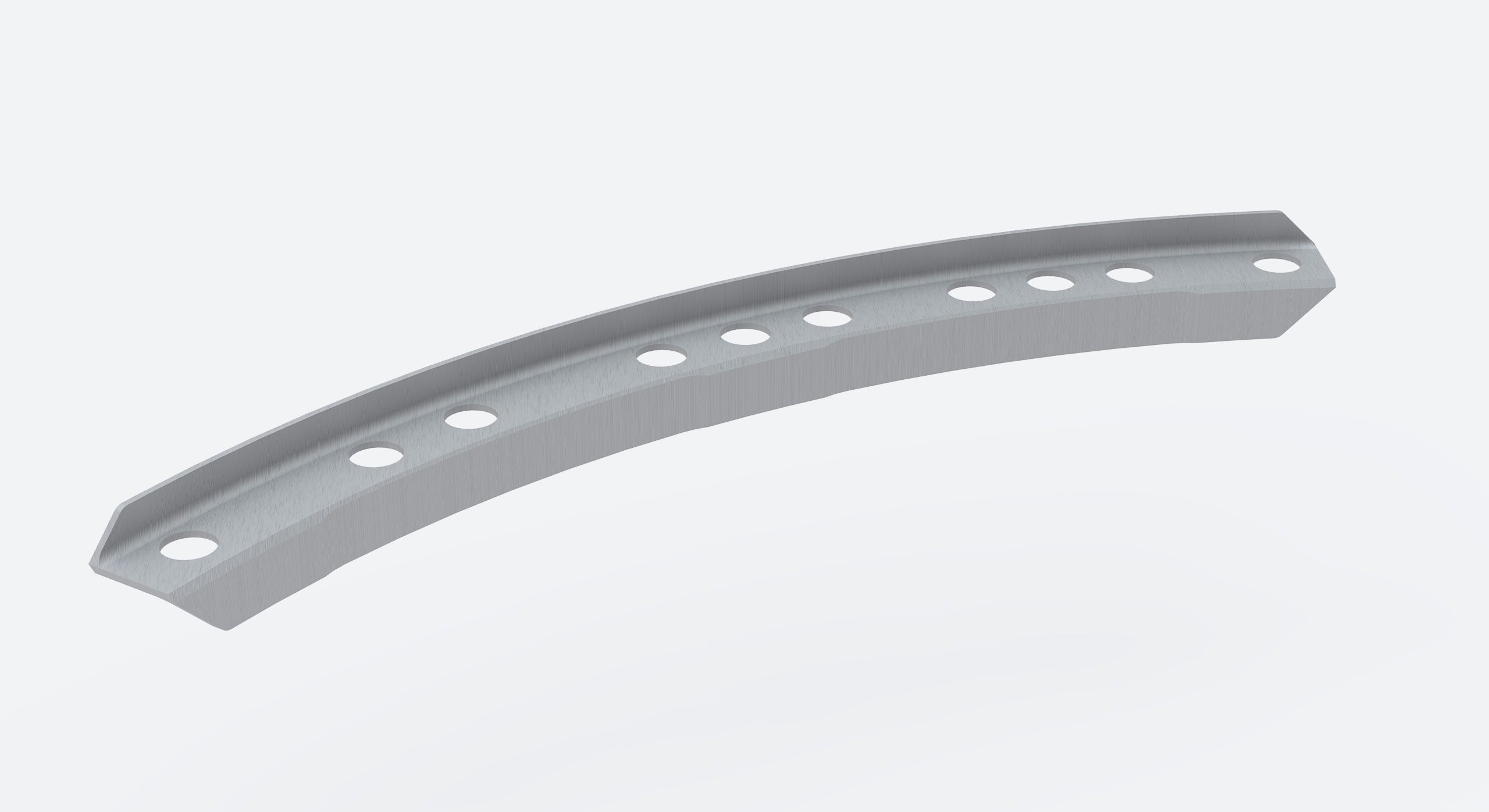
- Abmessungen Rohteil: 400x130x35 mm
- Abmessungen Fertigteil: 396x76x30 mm
- Rohteilgewicht: 4,91 kg
- Fertigteilgewicht: 0,24 kg
- Materialabtrag: 95%
- Toleranz: 0,01 mm
Klassifizierung
- Materialkategorie: Aluminium
- Genauigkeitsanforderung: Hoch
- Materialabtrag: Hoch
Sie haben ein Projekt zu bewältigen?
Vereinbaren Sie einen Termin mit unserem Team und entdecken Sie, wie wir Ihnen helfen können, Ihr Projekt zu verwirklichen. Gemeinsam finden wir die perfekte Lösung, die auf Ihre Bedürfnisse zugeschnitten ist!